
Kalupi za brizganjesu glavna procesna oprema za industrijsku proizvodnju, korištenje kalupa za proizvodnju plastičnih dijelova, s nizom prednosti kao što su pružanje učinkovitosti proizvodnje, lako osiguranje kvalitete, niski troškovi proizvodnje, kalupi za injekcije sve se više koriste u industrijskoj proizvodnji.Kao najvažniji proces injekcijskog prešanja, kvaliteta njegovih kalupa izravno utječe na kvalitetu proizvoda, dok troškovi proizvodnje kalupa zauzimaju veliki udio u troškovima razvoja poduzeća.Dakle, značajno utječe na poboljšanje radnog vijeka/životnog vijeka injekcijskih kalupa kako bi se smanjili troškovi plastičnih proizvoda, poboljšala produktivnost poduzeća i konkurentnost.
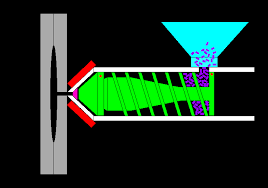
Proces brizganja plastike uglavnom je plastična sirovina u cijevi stroja za brizganje nakon plastifikacije zagrijavanjem, u pogonu vijka stroja za brizganje, nakon što plastika dosegne određenu temperaturu, s određenim pritiskom i brzinom kroz mlaznicu stroja za brizganje u šupljinu kalupa, i zatim kalup nakon pritiska, hlađenje proizvoda i otvaranje kalupa i dobivanje plastičnih dijelova.

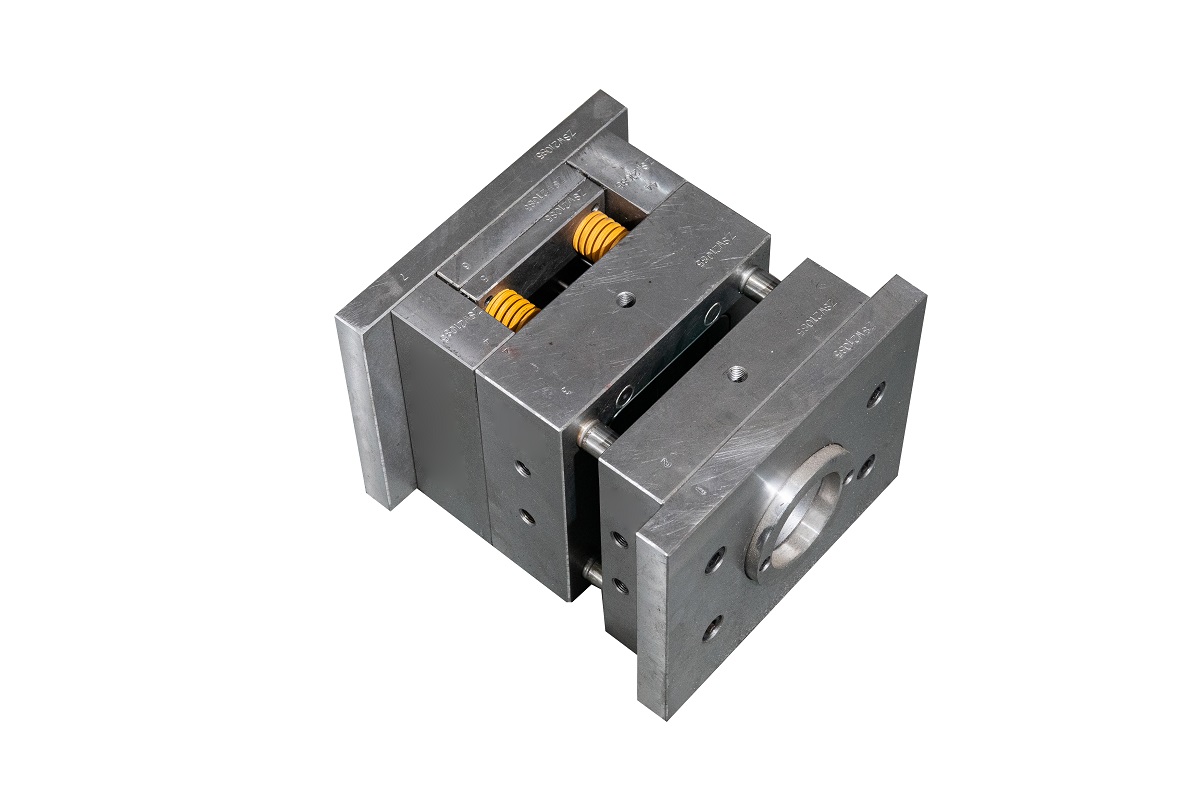
Tijekom procesa injekcijskog prešanja, površina kalupa mora podnijeti pritisak kada je kalup zatvoren, pritisak taline plastike u šupljini kalupa i silu povlačenja kada se kalup otvori, od kojih je pritisak taline plastike na šupljini je najvažniji.U isto vrijeme, kalup se mora održavati na određenim temperaturnim uvjetima, temperatura kalupa treba pokušati postići cikličke promjene, zahtjevi kupaca temperatura kalupa treba biti visoka, što može učinkovito smanjiti otapanje tragova, a plastični dijelovi izvan temperature kalupa treba biti nizak.Inače će deformacija proizvoda biti relativno velika.U takvim radnim uvjetima kalup je podložan prekomjernoj deformaciji i pucanju uslijed zamora na toplo i hladno, uglavnom pod djelovanjem temperature i tlaka.
Plastika u procesu punjenja šupljine kalupa, dijelovi za oblikovanje kalupa visokotemperaturnim i visokotlačnim čišćenjem taline, trenje protoka, u procesu vađenja proizvoda, šupljina i jezgra i plastični dijelovi u procesu rada lako je proizvesti trenje, što rezultira u fenomenu trošenja kalupa.U isto vrijeme, zbog čestog otvaranja i zatvaranja kalupa, dijelovi za vođenje kalupa i dijelovi kalupa skloni su habanju i kidanju što rezultira labavljenjem.


U procesu kalupljenja, neka plastika će se razgraditi pod visokom temperaturom i pritiskom i proizvesti korozivne plinove, koji će lako korodirati i oštetiti površinu kalupa, uzrokujući oštećenje površine kalupa.
Kada proizvodnja kalupa za ubrizgavanje dosegne određeni broj, kvaliteta površine proizvoda zbog prekomjernog trošenja kalupa ne može dostići zahtjeve, preljev proizvoda i leteći rub su ozbiljni, a šupljina kalupa i jezgra ne mogu se popraviti, vijek trajanja kalupa ističe.Ukupan broj plastičnih dijelova dovršenih prije nego što se kalup pokvari također je poznat kao vijek trajanja kalupa.
Vrijeme objave: 26. srpnja 2022